Контроль поршней с неризистовой вставкой
для двигателей внутреннего сгорания
Предлагаются две разновидности установок для контроля поршней:
1.Установки для 100% контроля поршней и заготовок поршней в условиях производства.
2.Перестраиваемые под различные размеры поршней установки для проведения исследований на этапе отработки технологии (на базе персонального компьютера).
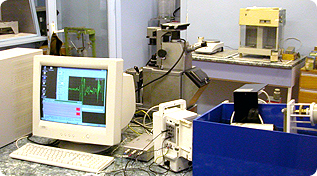
Автоматизированные установки для высокопроизводительного контроля
Установки (рис.1) позволяют выявлять области «не спаев» нирезистовой вставки с основным материалом поршня и оценивать их протяженность.
Разбраковка производится в соответствии с веденными параметрами браковочного уровня. Традиционно такими параметрами являются: протяженность одиночного дефекта; сумма дефектов; перекрытие дефектов по поверхностям А и Б (рис.2, 3); требования к оценке дефектов в зависимости от расстояния между ними. На основании полученной информации и заданных браковочных параметров устройство принимает решение по признаку «годен» — «не годен», о чем сигнализирует звуковым и световым сигналами. Результаты измерений выводятся в цифровом виде на электронное табло. Индицируется размер дефекта в процентах. При этом есть возможность просмотра всех регистрируемых параметров (с использованием кнопки «ОПРОС») в соответствии с техническими требованиями. Кроме того, предусмотрен режим определения места расположения дефекта с целью последующего анализа или исследования с помощью металлографических методов.

В зависимости от устанавливаемого акустического блока, контроль производится в поршнях со вскрытой вставкой (рис. 2) или готовых поршнях (рис.3). Причем, уникальная акустическая система, используемая в установках, обеспечивает полное соответствие результатов контроля поршней со вскрытой вставкой (заготовок) и полностью готовых поршней, включая параметр «перекрытие» дефектов.

Обеспечиваются все технические требования по дефектации. Установки могут применяться для стопроцентного контроля в поточном производстве, а также при отладке технологического процесса изготовления поршней. Предлагаемые устройства выявляют дефекты как на границе альфин-слой — вставка, так и альфин-слой — материал поршня (Рис. 4). Производительность контроля в режиме разбраковки не менее 200 шт./ч. Установки не требуют специальных условий работы и персонала со специальной квалификацией. Обычно их эксплуатируют в условиях цеха.
Перестраиваемые установки для отработки технологии производства поршней
Установки данного типа предназначены для выборочного контроля при отработке технологических режимов отливки поршней с нирезистовыми вставками и для периодического контроля состояния технологического процесса по результатам качества сцепления нирезистовой вставки с основным материалом поршня. Установки позволяют: 1)контролировать протяженность областей с расслоением или пониженной связью на верхней и нижней поверхностях нирезистовой вставки; 2)визуализировать (в on-line режиме) на мониторе сигналы, получаемые от акустического блока; 3)задавать широкий спектр режимов работы и обработки сигналов; 4)производить настройку оптимального расположения акустического блока в соответствии с геометрическими параметрами поршней; 5)устанавливать различные браковочные уровни (пороги срабатывания регистраторов дефектов) и выбирать эти пороги.
Контроль по верхней и нижней поверхностям вставки осуществляется независимо. Это позволяет оценивать перекрытие дефектов. Сохранение дефектограммы контроля дает возможность провести корреляционную оценку акустических сигналов с результатами исследования другими способами, например, металлографией. Установки предназначены для контроля поршней диаметром от 80 до 140мм и расположением нирезистовой вставки относительно торцевой поверхности головки поршней от 10 до 60мм. Указанные параметры могут быть изменены по согласованию с заказчиком.